Éclairage technique
Abbas Tcharkhtchi, professeur émérite à l’ENSAM et chercheur reconnu dans le monde du Rotomoulage, vous propose de découvrir avec chaque lettre de veille de l’AFR et de l’ARMO son éclairage sur un thème technique.
Vous souhaitez nous proposer un thème ? N’hésitez pas à nous envoyer un message.
Introduction
Dans le procédé de rotomoulage, le polymère est confiné dans un moule métallique opaque, en rotation biaxiale, et soumis à un cycle complexe de chauffage et de refroidissement. Cette configuration rend impossible toute observation directe des phénomènes qui se déroulent à l’intérieur du moule : fusion des particules, coalescence, densification, dégazage, transition liquide–solide, cristallisation, contraction et décollement. Le seul moyen expérimental permettant d’accéder à ces phénomènes invisibles est l’analyse de la courbe température–temps (diagramme T–t) mesurée au cœur du procédé. Grâce à des systèmes embarqués de type DATAPAQ, capables de résister aux hautes températures du four et d’enregistrer simultanément plusieurs températures critiques (air interne, paroi interne, paroi externe, poudre ou polymère fondu), il devient possible de reconstruire en détail le comportement thermique réel du système moule–polymère.
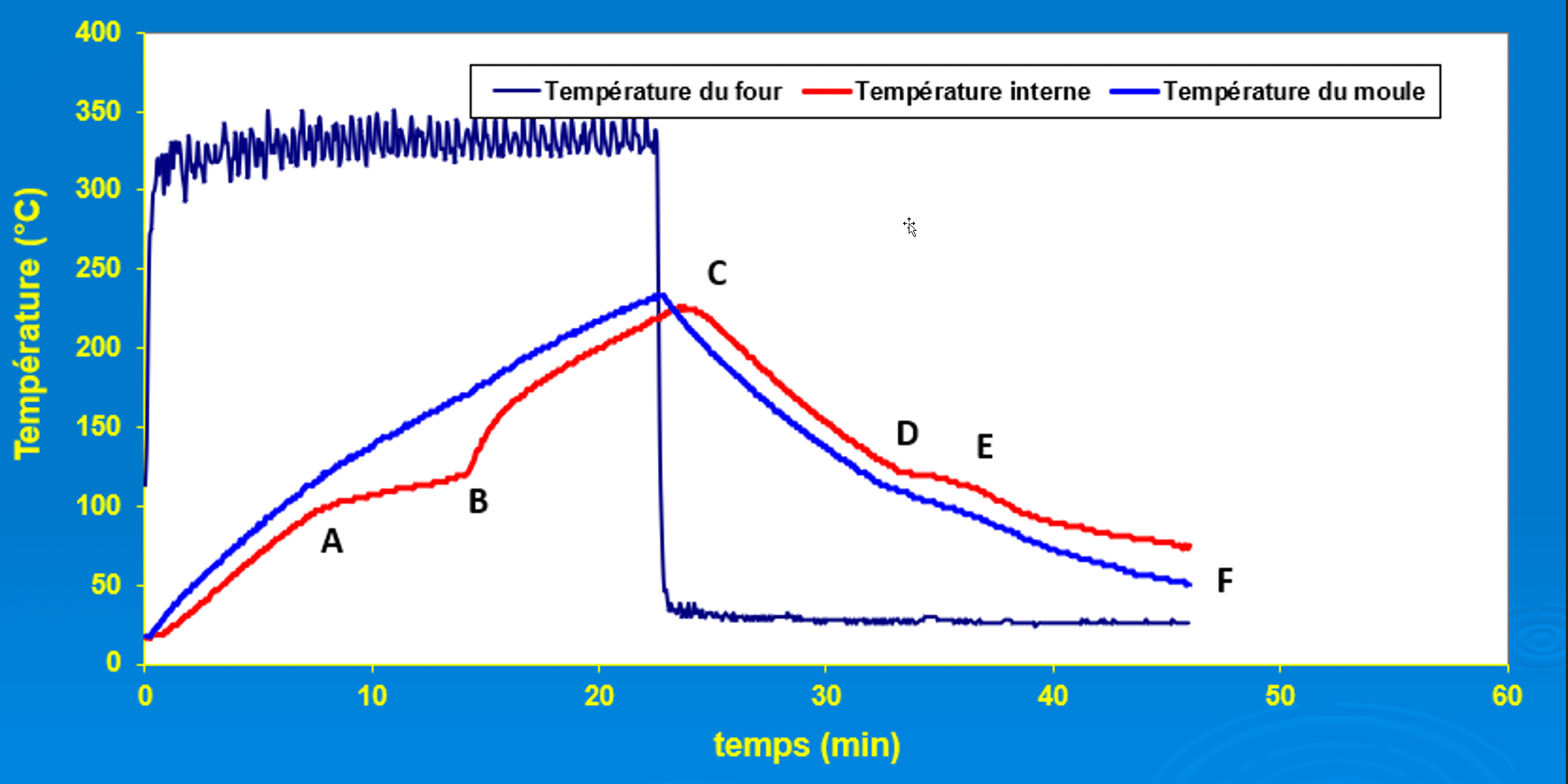
Ce diagramme T–t est l’outil le plus fondamental de compréhension du rotomoulage car il constitue la seule fenêtre ouverte sur ce qui se produit dans le volume interne du moule. Il permet non seulement d’identifier les transitions d’état du polymère (début de fusion, fusion totale, état fondu, cristallisation, solidification, décollement), mais également de contrôler la cinétique de chauffage, de définir la température maximale admissible, de choisir les temps de séjour au four et de maîtriser la phase de refroidissement. Sans ce diagramme, l’optimisation du procédé reposerait sur des approches empiriques, lentes et imprécises. Avec lui, le rotomoulage devient un procédé piloté, reproductible et scientifiquement maîtrisé. L’analyse suivante expose, de manière continue et détaillée, l’interprétation complète d’un cycle type de rotomoulage à partir du diagramme T–t illustré dans la figure suivante.
Analyse détaillée du cycle de rotomoulage à partir du diagramme T–t
Au début du cycle, comme le montre le diagramme temps–température, le moule et la poudre polymère sont à température ambiante. Dès que le four commence à chauffer, la température interne du moule augmente rapidement, car la paroi métallique conduit efficacement la chaleur vers l’intérieur. La poudre, encore froide et libre dans un moule en rotation biaxiale, n’oppose aucune résistance thermique notable, ce qui crée une montée initiale quasi linéaire dominée par la conduction et par la capacité calorifique du polymère. Cette phase correspond à un régime où la chaleur se propage sans perturbation majeure dans l’ensemble du volume interne.
Point A — Début de la fusion des particules
Lorsque le cycle atteint le point A, une première rupture de pente apparaît sur le diagramme : il s’agit du début de la fusion des particules. L’énergie absorbée par le polymère n’est plus uniquement utilisée pour augmenter sa température, mais également pour franchir la transition solide–liquide. La montée en température se ralentit, traduisant l’absorption de chaleur latente. Simultanément, une première couche fondue adhère au moule et crée une barrière thermique supplémentaire. Ce moment est déterminant, car la qualité de cette première couche influence la régularité de l’épaisseur finale de la pièce.
Entre A et B — Coalescence et densification
À partir de ce point, la courbe progresse avec une montée plus douce, correspondant à la phase où la poudre poursuit sa fusion. Entre A et B, le diagramme reflète avec précision l’évolution de la coalescence : les grains fondus se soudent progressivement, se collent les uns aux autres et forment des couches successives continues le long de la paroi. Sous l’effet de la densification, l’air initialement piégé entre les particules migre vers l’intérieur du moule ou s’échappe à travers la masse fondue, ce qui augmente la densité du polymère. La courbe traduit ainsi la compétition entre la chaleur transférée depuis le moule et l’énergie absorbée par les mécanismes de fusion et d’unification interne. Pour les polymères semi-cristallins, cette zone correspond également à la disparition progressive des cristallites initiales ; pour les polymères amorphes, la transition est plus diffuse, mais elle demeure visible sur le diagramme par un ralentissement net de l’élévation de température.
Point B — Disparition totale des particules solides
Le point B correspond à la disparition totale des particules solides. À ce stade, l’ensemble du polymère est fondu et la courbe retrouve une montée plus marquée, signe que la chaleur n’est plus absorbée par la fusion mais se transmet désormais presque entièrement à la masse fondue. Cette reprise de pente indique que la coalescence est achevée, tandis que la densification, amorcée auparavant, se poursuit : l’air encore présent dans la matière fondue continue de migrer. À partir de ce moment, la migration de l’air s’effectue principalement par diffusion à travers la masse fondue. Le polymère, devenu visqueux, homogène et entièrement fluidifié, s’étale uniformément sur les parois internes du moule.
Entre B et C — Montée vers la température maximale
Entre B et C, la température augmente jusqu’à atteindre un maximum soigneusement contrôlé. Cette phase correspond à la période où la viscosité diminue assez pour que les bulles d’air encore présentes remontent, se dissipent ou s’évacuent vers l’air interne du moule. Le diagramme montre clairement cette montée régulière, signe que le polymère atteint une fluidité optimale pour améliorer la qualité interne. Toutefois, cette zone est également critique : si la température reste trop basse, la pièce conserve des porosités ; si elle est trop élevée, le polymère risque d’entrer dans la zone de dégradation. Le diagramme T–t permet donc de définir cette fenêtre thermique avec une grande précision.
Point C — Sommet thermique du cycle
Le point C représente le sommet thermique du cycle. À ce moment, le polymère a atteint sa température maximale de transformation, celle qui assure une densification complète sans excéder les limites de stabilité thermique. La courbe montre un pic net qui correspond au moment où le chauffage est interrompu et où le moule est retiré du four. Ce point constitue un repère essentiel pour ajuster le temps de séjour et garantir une qualité constante d’un cycle à l’autre.
Phase de refroidissement
Lorsque le moule est introduit dans la zone de refroidissement, la courbe descend de manière régulière. Tant que le polymère demeure fondu, la température suit une décroissance presque linéaire. Cette phase traduit un transfert thermique dominé par la convection externe dans la chambre de refroidissement et par la conductivité relativement homogène de la masse fondue. La pente dépend du rapport surface/volume du moule et des conditions de refroidissement imposées.
Point D — Cristallisation / Solidification
Aux abords du point D, un palier caractéristique apparaît sur le diagramme. Ce ralentissement de descente de température correspond au changement d’état physique : cristallisation pour les polymères semi-cristallins ou solidification progressive pour les amorphes. Durant ce phénomène, une chaleur latente est libérée, ce qui amortit temporairement la chute de température. Le diagramme devient ici une véritable signature thermodynamique du matériau, permettant d’identifier précisément sa température et sa cinétique de cristallisation dans les conditions réelles du procédé. La zone correspondant au point D est très importante pour la morphologie finale de la pièce. La vitesse de cristallisation influence la taille des lamelles, la densité, la rigidité, le retrait et, de manière générale, l’ensemble des propriétés mécaniques. Le diagramme T–t constitue donc un outil essentiel pour l’ingénieur, permettant de relier la thermodynamique réelle du cycle à la microstructure finale et aux performances de la pièce.
Après la cristallisation, la courbe reprend une pente descendante plus prononcée. Le polymère est maintenant solide et commence à se contracter sous l’effet du refroidissement. Cette contraction provoque progressivement un décollement de la pièce par rapport au moule. Ce changement de régime thermique est clairement visible sur le diagramme, qui traduit la diminution progressive de la conduction directe entre le moule et la pièce.
Point E — Décollement de la pièce
Autour du point E, la pièce se décolle de manière plus nette, ce qui se traduit par une modification encore plus visible de la pente de la courbe. La fine couche d’air qui se crée entre la paroi interne du moule et la pièce joue un rôle d’isolant naturel. Le transfert thermique se fait alors principalement par convection à travers cette couche d’air et par conduction limitée. Le diagramme permet ainsi de repérer avec précision le moment où la pièce cesse d’être en contact intime avec le moule. Cette phase post-solidification est déterminante pour la qualité dimensionnelle finale. Un refroidissement trop rapide peut induire des contraintes résiduelles importantes, tandis qu’un refroidissement plus progressif permet une relaxation thermique plus efficace. L’évolution de la courbe T–t permet de vérifier que le refroidissement suit un régime compatible avec l’intégrité mécanique et géométrique de la pièce.
Point F — Démoulage
Lorsque la courbe atteint le point F, la pièce a atteint une température suffisamment basse pour être démoulée sans subir de déformation. Le diagramme permet de confirmer que la pièce a terminé sa contraction thermique majeure et qu’elle possède la rigidité nécessaire pour être manipulée. Ce point marque la fin du cycle thermique du polymère et l’achèvement de la transformation.
